 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик








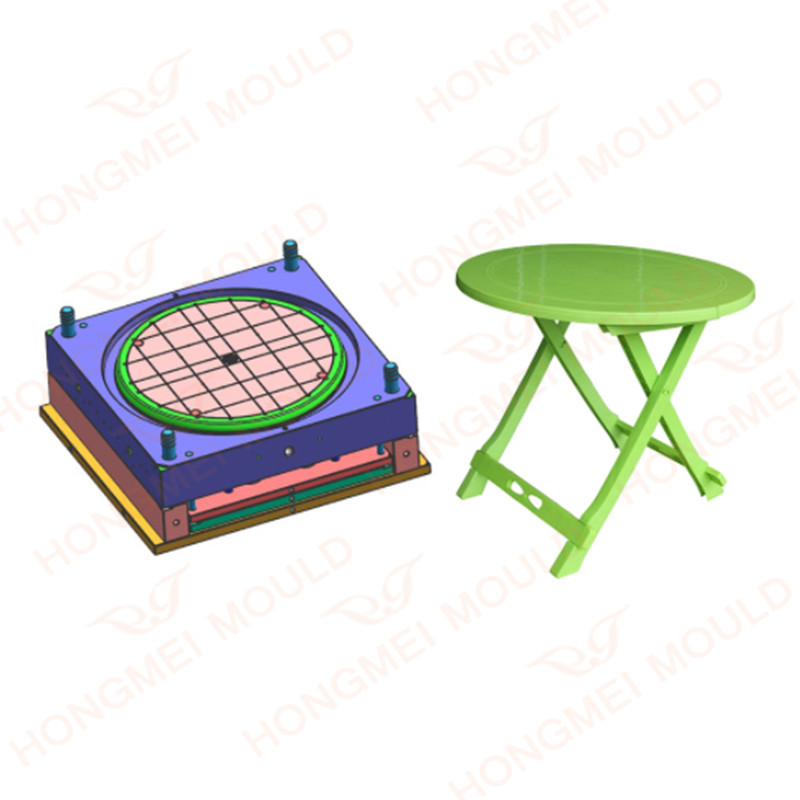
ラウンドガーデンプラスチックテーブルモールド
専門の製造業者として、私たちは高品質のラウンドガーデンプラスチックテーブルモールドを提供したいと考えています。そして、最高のアフターサービスとタイムリーな配達を提供します。プラスチック射出テーブル金型には、金型、テーブル脚、テーブル脚カバー、テーブルプレートの3セットがあり、ラウンドガーデンプラスチックテーブル金型はホットランナーと718金型鋼を使用して生産しています。 。
お問い合わせを送信
製品説明
専門の製造業者として、私たちは高品質のラウンドガーデンプラスチックテーブルモールドを提供したいと考えています。そして、最高のアフターサービスとタイムリーな配達を提供します。
ラウンドガーデンプラスチックテーブルモールドの特徴
原材料:PP
金型鋼:718
モールドベース: 45#
ランナー:ホットランナービッグゲート
排出:ストリッパー
金型寿命:50万ショット
納期: 75営業日
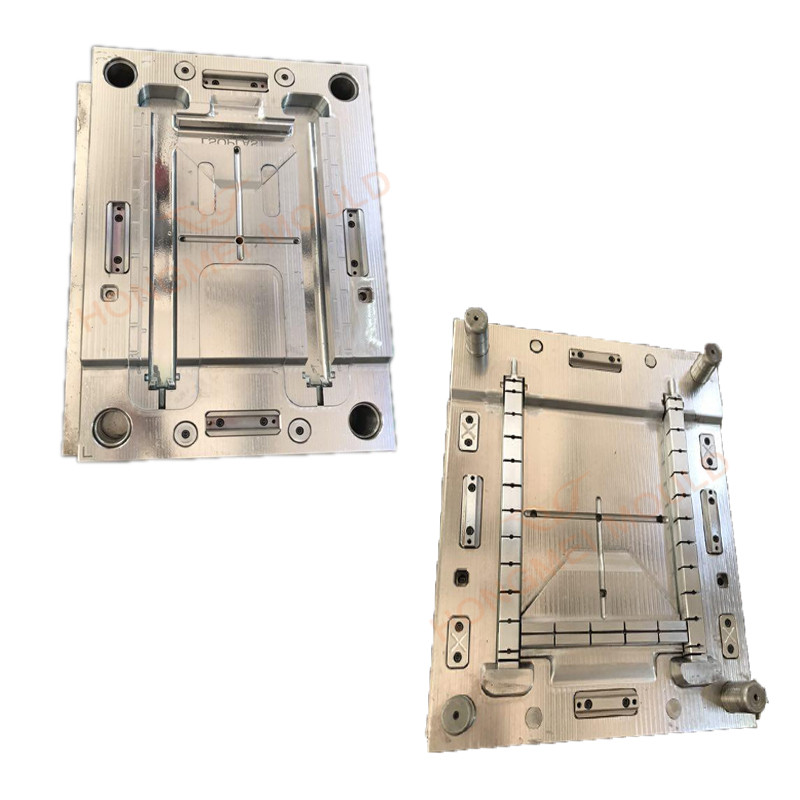
弊社紅梅社の金型製作工程
Honmei Mold は、お客様の製品に応じて金型を製造するのに最適な鋼材を選択します。ラウンドガーデンプラスチックテーブルモールド当社では、保証金型寿命が 500000 ショットの 718 鋼を推奨します。金型設計前に製品を解析し、流動バランスが取れているかを確認します。脚型の場合、脚製品内部が中空のため、コア部分を動かすためにオイルシリンダーを使用する必要があります。精密な金型設備と厳格な寸法管理により、金型試験後の試験サンプルの外観とフィッティングは良好であり、金型を短期間で出荷することができます。当社はランナーシステムと冷却システムの設計に注意を払っており、お客様から良いフィードバックを得ている優れたホットランナーブランドを使用しており、ホットランナーシステムは良好な充填動作を行います。また、当社の冷却ラインは製品成形位置の近くに設計されており、最大の冷却効果が得られます。デザインさせていただきますラウンドガーデンプラスチックテーブルモールドマシンのパラメータに合わせて調整します。 3D 金型設計を開くことができない場合は、金型レポートが用意されています。金型レポートを参照して、金型のサイズ、冷却ラインの直径などを確認できます。
プラスチック円卓金型の設計原理
1. 設計基準
※寸法精度とその相対寸法
製品全体の具体的な要件と機能に応じて、プラスチック製品の外観品質と特定のサイズがどの種類に属するかを決定します。外観品質要件が高く、寸法精度要件が低いプラスチック製品(おもちゃなど)。機能性プラスチック製品、厳しいサイズ要件。外観やサイズが厳しく要求されるカメラなどのプラスチック製品。
※ストリッパーの傾きが妥当かどうか
離型スロープは、プラスチック製品の離型と品質、つまり射出工程、射出がスムーズに行えるかどうかに直接関係します。離型スロープは十分です。パーティングまたはパーティング面の成形におけるプラスチック製品への傾斜。外観や肉厚サイズの精度に影響するかどうか。プラスチック製品の一部の強度に影響を与えるかどうか。

2. 設計手順
プラスチック製品の絞りと固体(固体サンプル)の分析と消化:
※製品の形状
* 寸法、公差、および設計のベンチマーク
* 技術的要件
* プラスチックの名前とブランド
* 表面要件
※キャビティ数とキャビティ配置
※製品重量と射出機の射出量
※製品の投影面積と射出機の型締力
※金型サイズと射出機設置金型の有効面積(または射出機のプルロッド間の距離)
※製品の精度、色
※サイドシャフトコアの有無とその処理方法
キャビティ番号が決まり、キャビティの配置、キャビティの位置配置、キャビティの配置が決まります。ラウンドガーデンプラスチックテーブルモールドサイズ、ゲートシステムの設計、ゲートシステムのバランス、コア引き込みスライダーの設計)機構、インサート、コアの設計、熱交換システムの設計、これらの問題とパーティング面とその選択ゲートの位置が異なるため、より完璧な設計を達成するために、特定の設計の過程で必要な調整を行います。

3. パーティング面の決定
外観には影響しません。製品の精度を確保するため、金型加工、特にキャビティ加工。
注湯システム、排気システム、冷却システムの設計に役立ちます。
金型を開くときに製品が移動する金型の側に確実に残るように、金型開き (分割、脱型) を行うのに役立ちます。
金属ブロックの配置が容易になります。
4. 注湯システムの設計
注湯システムの設計には、主流路の選択、ランナー セクションの形状とサイズの決定、ゲートの位置の選択、ゲートの形状、ゲート セクションのサイズの決定が含まれます。
ゲート システムを設計するときは、まずゲートの位置を選択します。
ゲート位置の選択は、製品の成形品質とスムーズな射出プロセスに直接関係します。ゲート位置の選択は、次の原則に従う必要があります。
※ゲート位置は、作業を容易にするために、可能な限りパーティング面上を選択してください。ラウンドガーデンプラスチックテーブルモールドゲートクリーニングの処理と使用
※ゲート位置とキャビティ各部の距離は可能な限り一定にし、工具の流れは最短にする必要があります。
* ゲートの位置は、プラスチックがキャビティに確実に流れ込むようにする必要があります。キャビティの幅が広くて厚い壁の部品で、プラスチックの流れがスムーズになるようにする必要があります。
※ゲート位置は樹脂部品の最も厚い部分で開くようにしてください。
* プラスチックがキャビティのすべての部分にできるだけ早く流れ込み、コアやインサートの変形を避けるために、キャビティを流れるときにキャビティ壁、コア、またはインサートへのプラスチックの直接注入を避けてください。
※溶接痕が残る製品は避けるか、溶接痕が重要な部品ではない場合は避けてください。
ゲートの位置とプラスチックの流入方向は、プラスチックがキャビティに流入し、キャビティの平行方向に沿って均一に流入し、キャビティ内のガスの排出に役立つ必要があります。
※ゲートはできるだけ製品の外観を損なわず、取り外しやすい部分に設置してください。
5. 排気システムの設計
排気システムは製品の成形品質を確保する上で重要な役割を果たします。
排気スロットを使用する場合、排気スロットは通常、端部のキャビティが満たされる部分に配置されます。排気スロットの深さはプラスチックによって異なりますが、基本的にはフランジなしでプラスチックに許容される最大クリアランスによって決まります。たとえば、ABS0.04 は石膏で 0.02 mm、鋼で 0.02 mm 未満です。
コアインサートプッシュロッドまたは専用排気プラグの嵌合隙間を利用して排気してください。真空変形による製品の排出を防ぐために、ガスピンをセットする必要がある場合があります。場合によっては、製品やモジュールの真空吸着を防止するために、真空吸着防止コンポーネントが設計されていることがあります。
6. 冷却システムの設計
冷却システムの設計は複雑な作業であり、冷却効果と冷却の均一性、および冷却システムが装置全体の構造に及ぼす影響を考慮する必要があります。ラウンドガーデンプラスチックテーブルモールド.

7. 以下を含めます:
※冷却システムの配置と冷却システムの具体的な形状
* 冷却システムの具体的な位置とサイズの決定
* 金型の移動やインサートの冷却などの重要な部品
※サイドスライダー、サイドコアの冷却
※冷却エレメントの設計と冷却標準エレメントの選定
* シール構造設計
射出成形品をMOQ小ロットで承ります。
シニアエンジニア6名、デザイナー5名、経験豊富な50名が在籍ラウンドガーデンプラスチックテーブルモールド従業員は、注文プロセスが可能な限り効率的に管理されるようにします。
正確な金型構造、金型サイクルタイムの短縮、金型寿命の延長が、認定金型の最終目標です。
私たちの効率的なコミュニケーションと仕事は、顧客の要求に応え、Win-Winの長期的な協力関係を築くことができます。
Honmei は常に信頼できるサプライヤーです。
私に連絡して

ホットタグ: ラウンドガーデンプラスチックテーブルモールド、中国、カスタマイズされた、品質、ファッション、新しいスタイル、熱い販売、人気の、格安、購入、最新の販売、卸売、最新の、低価格、工場、中国製、価格、メーカー、サプライヤー、OEM、 ODM、納期厳守、無料サンプル
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。










X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー