 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик











プラスチック石鹸箱射出成形金型
専門メーカーとして、私たちは高品質のプラスチック石鹸ケース射出成形金型を提供したいと考えています。そして、最高のアフターサービスとタイムリーな配達を提供します。プラスチックソープケース射出成形金型は、射出機のサイズと年間生産量に応じて、2キャビティ/4キャビティ/6キャビティを選択できます。
お問い合わせを送信
製品説明
専門メーカーとして、私たちは高品質のプラスチック石鹸ケース射出成形金型を提供したいと考えています。そして、最高のアフターサービスとタイムリーな配達を提供します。
金型の性能に影響を与える要因は何ですか?
* 金型職人技
コールド ランナーとスプルーは生成されません。
スプルレス成形
断熱ランナーシステム
ホットランナーシステム
スプルーレス成形
スプルーレス成形には 2 つの主要なカテゴリがあります。
前室の基本的な設計
加熱されたホットスプルーブッシュまたはノズル
基本前室タイプ
スプルーレス成形は、高速サイクルの 1 キャビティ工具の製造によく使用されます。
PE、PP、PS などの非熱感受性素材の薄壁コンポーネント。
この技術は通常、特別に形成された機械ノズルで構成されます。に設計できるもの
金型内部の凹み特性に対応します。最も基本的なデザインは、
前室の特徴。このタイプのレイアウトを使用すると、冷たい素材の薄い外皮が断熱効果を発揮します。
ノズルとゲートの間の中心コアが溶けた状態。
図は、3 つの標準タイプの前室タイプ ノズルを示しています。以下に示すデザインとスタイル
図には、ノズル内の溶融物が硬化して冷たいスラグになった場合に、
ノズルのアンダーカット形状により、ツールからの素早い退避が可能です。図 (c) は、
コールドスラグウェルを持たない前室フィードシステム。
この方法は、単一のインプレッションで実行される大きな成形品にも使用できます。
最大限の管理と品質が必要とされる基礎となります。
2.スプルーレス成形オプションは、より熱に弱い材料にも利用できます。で
このような状況では、図 2 のように、ゲートに対してノズルを延長することが望ましいです。
工具から持ち帰った。
スプルーの排除における見かけの節約とは別に、長いノズルが採用されています。
開口ストロークを減らすための 3 プレートまたは 1 枚のプレート設計。スプルーが成形されていないことを考慮すると、
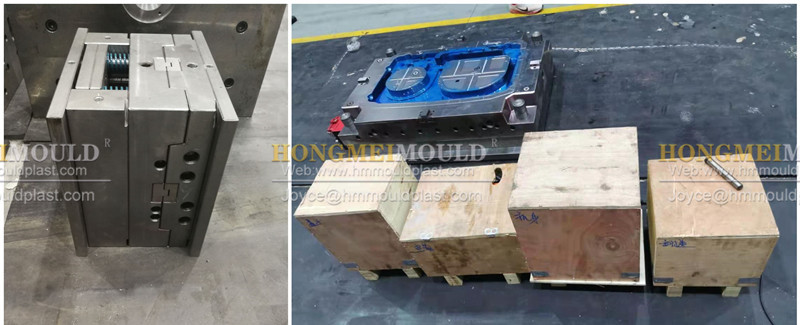
プラスチック石鹸箱射出成形金型
金型の説明
金型鋼:P20
モールドプレート:C45
キャビティ: 2 キャビティ
ハード処理: 表面窒化
ランナー: コールドランナー
エジェクターシステム:エジェクターピン
冷却システム: 水をリサイクル
終了時間: 45 日
金型寿命: 300,000ショット
金型の性能に影響を与える要因は何ですか?
のプラスチック石鹸箱射出成形金型建物はとても複雑です。非常に多くの詳細を連携させる必要があります。設計、加工、組み立て、テスト、修正に至るまで、最終的にサービスに入ります。金型の品質と性能には多くの要因が影響します。金型構築をより良くするには、それを真に理解する必要があります。
鋼の種類と品質
鋼の種類と品質は最も重要ですプラスチック石鹸箱射出成形金型。それはすべての始まりであり、基礎です。したがって、適切な鋼材を選択することが非常に重要です。金型鋼には多くの種類があります。冷間圧延鋼のD3、A2、O2、D2工具鋼など。熱間圧延鋼のH11、1.2344、H13工具鋼など。そして、正しいものを選択するには、以下の点に焦点を当てる必要があるかもしれません。
射出成形用の材料に対する需要は、さまざまなプラスチックとさまざまな鋼材を組み合わせる必要があるということです。また、耐食性や研磨性も求められます。
スチールの機能が足りれば最高です。高い鋼材の性能を得るために多額のお金を払う必要はありません。
表面処理も非常に重要です。窒素処理により鋼の表面硬度が高まり、表面寿命が長くなります。また、電気メッキは金型鋼の性能を変える可能性があります。一部のプラスチックには高輝度と耐食性が必要ですが、電気めっきを使用して鋼の性能を向上させ、変更することができます。
* 構造設計
優れた構造設計では、製品の材料特性 (収縮率、成形温度など) だけを考慮する必要はありません。ただし、冷却の水の部分についても考慮する必要があります。優れた構造設計により、プラスチック石鹸箱射出成形金型作業時間を維持し、製品を正常に生産することができます。これは効率を高め、コストを削減するのに非常に役立ちます。
* 金型職人技
素晴らしい製品を作るには、優れた金型職人の技が必要です。優れた職人技により、コストと作業時間を効果的に削減できます。ミスをするとモールドが半田付けになってしまう原因となります。ちなみに、加工が悪くなると金型の機能に影響を与え、金型の寿命が短くなったり、射出成形の加工時に傷や破損が発生したりすることもあります。
・研磨
研磨は金型製作の最後の部分です。研磨も役立ち、補完します。プラスチック石鹸箱射出成形金型特に離型のための作用。金型によっては、照明が適切になかったり、抵抗が大きすぎたり、脱型が困難であったり、上面が白くなっていたり、ひびが入っていたりするため、製造がスムーズにいかないことが多くあります。
* 金型組立
金型は機械を組み立てるのと同じです。すべての部品とすべてのネジが間違っていてはなりません。そうしないと、非常に深刻な結果が生じます。製品の欠陥を引き起こしたり、生産に影響を与えたり、さらには金型を完全に損傷してスクラップにつながる可能性があります。そのため、組み立て作業は非常に緻密でなければなりません。組立工程中は、金型、特に水路やネジ穴の洗浄に特に注意してください。内部の鉄粉は必ず吹き飛ばしてください。
* 金型冷却
長年の金型経験を持つ人なら誰でも、冷却がいかに重要であるかを知っています。プラスチック石鹸箱射出成形金型。価格や人件費の高騰により、製品を大量に生産する場合、射出サイクルを1秒短縮することで得られる利益は計り知れません。しかし、生産サイクルを加速すると金型の温度が上昇します。効果的に制御しないと、金型が熱くなりすぎて成形できなくなったり、金型が変形して破損したりすることがあります。したがって、水路の密度、直径、相互接続など、適切な冷却システム設計が特に重要です。
* 金型のメンテナンス
金型メンテナンスは主に生産時の保守・メンテナンスです。金型は車と同じです。メンテナンスをせずに長期間使用しないと、廃棄されて死亡する可能性があります。そのため、金型の使用後は、特に成形部の防錆、主要可動部の防錆など、総合的なメンテナンスが必要となります。製造工程において金型に水分が必要なため、取り付けや分解の際に金型に水が溜まる可能性があるため、金型が乾燥していることを確認してから油を塗布して保護する必要があります。
これらの詳細に焦点を当て、適切な方法で実行して、優れた製品ラインを作成するための優れた金型を確実に作成する必要があります。
*モールドパッキン
納品前にスプレーをさせていただきますプラスチック石鹸箱射出成形金型色、緑、赤、黄、青など、顧客は要件に応じて色を選択できます。塗装に適さない場所もございますので、スプレーする前にお客様のご意見を伺います。
通常、木製パレットまたは木製ケースで梱包して使用しますワイヤーロープに箱を補強します。
コールド ランナーとスプルーは生成されません。
スプルレス成形
断熱ランナーシステム
ホットランナーシステム
スプルーレス成形
スプルーレス成形には 2 つの主要なカテゴリがあります。
前室の基本的な設計
加熱されたホットスプルーブッシュまたはノズル
基本前室タイプ
スプルーレス成形は、高速サイクルの 1 キャビティ工具の製造によく使用されます。
PE、PP、PS などの非熱感受性素材の薄壁コンポーネント。
この技術は通常、特別に形成された機械ノズルで構成されます。に設計できるもの
金型内部の凹み特性に対応します。最も基本的なデザインは、
前室の特徴。このタイプのレイアウトを使用すると、冷たい素材の薄い外皮が断熱効果を発揮します。
ノズルとゲートの間の中心コアが溶けた状態。
図は、3 つの標準タイプの前室タイプ ノズルを示しています。以下に示すデザインとスタイル
図には、ノズル内の溶融物が硬化して冷たいスラグになった場合に、
ノズルのアンダーカット形状により、ツールからの素早い退避が可能です。図 (c) は、
コールドスラグウェルを持たない前室フィードシステム。
この方法は、単一のインプレッションで実行される大きな成形品にも使用できます。
最大限の管理と品質が必要とされる基礎となります。
2.スプルーレス成形オプションは、より熱に弱い材料にも利用できます。で
このような状況では、図 2 のように、ゲートに対してノズルを延長することが望ましいです。
形
3. 図のノズルの鋸歯状のアンダーカットは通常、
ネジ山。これにより、シリンダーを外した後、コールドプラグを緩めるだけで済みます。工具から持ち帰った。
スプルーの排除における見かけの節約とは別に、長いノズルが採用されています。
開口ストロークを減らすための 3 プレートまたは 1 枚のプレート設計。スプルーが成形されていないことを考慮すると、
ランナー (ある場合) を取り外すために必要な開口部ははるかに少なくなります。

ホットタグ: プラスチック石鹸ケース射出成形金型、中国、カスタマイズされた、品質、ファッション、新しいスタイル、熱い販売、人気の、安い、購入する、最新の販売、卸売、最新の、低価格、工場、中国製、価格、メーカー、サプライヤー、OEM、 ODM、納期厳守、無料サンプル
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。










X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー