 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик









プラスチック製の丸い植木鉢型
専門の製造業者として、私たちは高品質のプラスチック製の丸い植木鉢型を提供したいと考えています。そして、私たちは最高のアフターサービスとタイムリーな配達を提供します。私たちはプロの中国のプラスチック製の丸い植木鉢型メーカーです。もっと知りたい場合は、お問い合わせください。
品質管理はHongmei Mouldの魂であり、植木鉢の金型を製造する非常に専門的な金型製造チームがあり、各段階で厳格かつ効果的な品質管理ポリシーを持っています。
品質管理はHongmei Mouldの魂であり、植木鉢の金型を製造する非常に専門的な金型製造チームがあり、各段階で厳格かつ効果的な品質管理ポリシーを持っています。
お問い合わせを送信
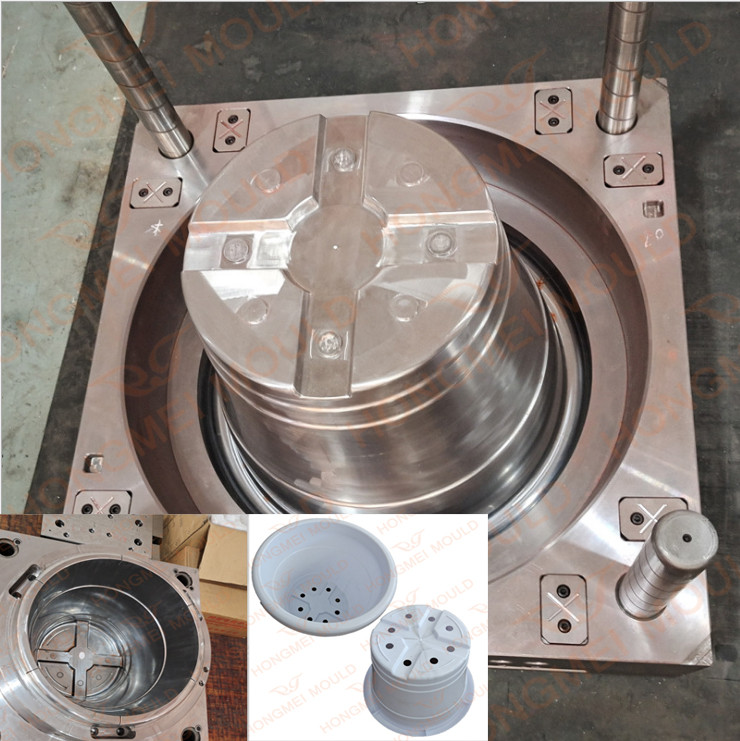
製品説明
専門の製造業者として、私たちは高品質のプラスチック製の丸い植木鉢型を提供したいと考えています。そして、最高のアフターサービスとタイムリーな配達を提供します。
植木鉢のサイズ: 160*160*160mm
植木鉢の重量: 56 グラム
金型キャビティ: 1 キャビティ
金型鋼:718+H13
モールド ランナー: ホット ランナー ポイント ゲート
排出: センターエジェクター + 空気
納期: 60営業日
プラスチック製の丸い植木鉢型
原材料:PP
植木鉢のサイズ: 160*160*160mm
植木鉢の重量: 56 グラム
金型キャビティ: 1 キャビティ
金型鋼:718+H13
モールド ランナー: ホット ランナー ポイント ゲート
排出: センターエジェクター + 空気
納期: 60営業日
紅梅金型はプロのプラスチック金型メーカーとして、植木鉢の型プラスチック製の植木鉢の型に関する品質。金型鋼に関しては、お客様の生産量や製品要件などに応じてご提案させていただきます。コア部品とキャビティ部品には複数の冷却ラインが設計されており、より効果的に冷却され、サイクルタイムを大幅に短縮できます。同じ時間内により多くの製品を入手できます。金型加工に関しては製品の肉厚や重量の精度を保つことができる高速フライス盤を使用して加工を行います。金型の加工精度を確保するために、金型の各ステップで各金型部品の寸法を測定します。当社は、高速フライス盤、CNCフライス盤、旋盤、金型設計用の先進技術(Pro-E、Solidworks、Moldflow、Auto CAD)などのCNC設備を多数保有しています。
プラスチック製の丸い植木鉢型のホット ランナー システム
プラスチック製の丸い植木鉢金型の場合、金型冷却システムの設計にさらに注意を払っています。優れたプラスチック充填システムには、最適な冷却を確保するために成形を支援する特別なホット ランナー システムが必要です。耐久性のあるポット金型を製造するには、金型の最大成形面の冷却水経路を最適化し、優れた冷却水回路設計で調質鋼を使用する必要があります。
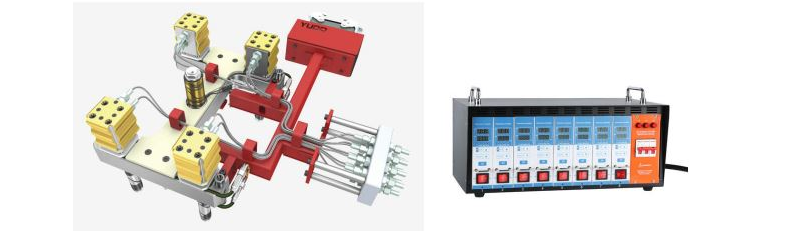
ホット ランナー金型を設計および製造し、射出成形機の生産に導入する必要がある場合、射出成形機の選択も非常に重要です。射出成形機のすべての自動循環機能がホット ランナー システムに適している必要があります。射出成形機を選択するときは、次の関連要素を考慮する必要があります。
1. ホット ランナーとランナー ボードの追加により、それに応じてホット ランナー金型の厚みも増加しました。射出成形機を選択する際は、射出成形機の設置高さに注意してください。
2. 射出成形機の射出量を測定するときは、大容量ランナー内のプラスチックの圧縮率を考慮する必要があります。
3. ホットランナー金型の減価償却については、射出成形機の連続運転を推奨し、多段立ち上げを利用してダメージを軽減します。
丸い植木鉢型のコンポーネント
これは、パンチ、ダイ、コア、フォーミングロッド、フォーミングリング、インサートなど、金型キャビティを構成する部品を指します。
1. ゲート システム: 射出成形機のノズルから金型内のキャビティまでのプラスチックの流路を指します。通常の注湯システムは、メインチャンネル、ランナー、ゲート、コールドホールで構成されます。
2. ガイド機構:丸い植木鉢型、主に位置決め、ガイド、および移動金型と固定金型の正確なクランプを確保するための一定の側圧の保持が行われます。クランプガイド機構は、ガイドポスト、ガイドスリーブ、ガイド穴(テンプレート上に直接)、位置決めコーン面で構成されています。
3. エジェクタ装置:金型からワークを取り出す主な機能は、エジェクタまたはトップチューブまたはプッシュプレート、エジェクタプレート、エジェクタ固定プレート、リセットロッド、およびプルロッドで構成されます。
4. 横型タイピングおよびコア引き抜き機構: その機能は、通常、傾斜ガイドコラム、曲げピン、傾斜ガイド溝、ウェッジブロック、傾斜スライダーシュートおよびラックを含む、側面パンチを解除するか、または側面コアを抽出することです。
5.冷却加熱システム:その機能は金型プロセス温度を調整することであり、冷却システム(冷却水穴、冷却水タンク、銅管)または加熱システムで構成されます。
6. 排気システム: その機能はキャビティ内のガスを排除することであり、主に排気溝、マッチング、ギャップで構成されます。

プラスチック植木鉢の金型コストを削減するためのヒント
1. 簡素化する植木鉢の型デザイン。部品プリントと組み合わせた文字による説明とスケッチで構成される金型設計により、複雑で完全な寸法の図面が必要なくなり、コスト削減への第一歩となる可能性があります。たとえば、ガラス強化プラスチックのラミネートで作られ、成形された板金部品に穴を開けるために使用されるドリルジグは、正しい位置に穴が開けられたサンプル部品から作られることがよくあります。このようなツールの指示は、フリーハンドのスケッチ、またはラミネートの厚さ、必要なドリルブッシュのサイズと種類を指定する書面による説明を伴う部品自体のマーキングで構成されている場合があります。
2. 既存のモデルまたは部品を使用します。プラスチックは本質的に複製材料であるため、ロフト テンプレート構造などの特殊な場合を除いて、形状は常に存在する必要があります。可能な限り、模型やプロトタイプ部品など、すでに入手可能な形状を使用し、その形状をプラスチックで再現します。
3. 男性の形状に合わせて新しいモデルを構築します。マスター モデルを作成する必要がある場合は、複製が最も簡単な方法 (通常は雄型) で、部品の厚さの移動が最小限で済む金属面に作成してください。
4. 平坦な振れを使用します。フラットランアウトは構築が最も簡単であり、可能な限り使用する必要があります。
5. アンダーカットや緩んだ部分を取り除きます。プラスチックで形状を再現する場合、プラスチックのフロー ポット形状をモデルから削除する必要があることに注意してください。可能な限り、アンダーカットや緩んだ部分をすべて排除し、形状の再現を簡素化します。
6. 格子状の積層板を使用します。可能な限り、固体構造の代わりに格子型の積層構造を使用する必要があります。格子構造は材料も労力も少なくて済み、軽量です。
7. 支持構造を慎重に選択してください。各タイプの支持構造には、特定のタイプのツールにとって利点があります。木材は速くて低コストですが、寸法安定性が比較的低く、脆弱面が明確に定義されています。鋳鉄は木材に次いでコストが高く、納期の点で容易に入手できますが、時間とコストのかかる機械加工が必要になる場合があります。鋳造アルミニウムは鉄よりも高価ですが、通常はより迅速に入手でき、より迅速に機械加工できます。鋳鋼は最も高価で、入手までに時間がかかりますが、最大の強度を提供します。溶接品は鋳鋼とほぼ同じくらい高価で、強度も高く、より早く入手できます。組み立てられたプラスチック支持構造は、材料と労力の両方の点で高価になる可能性がありますが、軽量です。
8.フィラーを使用するプラスチックフローポット金型材料。比較的大量のプラスチックが必要であり、強度が重要ではない場合、フィラーを使用すると、比較的高価なプラスチック材料の収率を高めることができます。
9. 大きな平らなツール領域をポットします。定盤からパッド、リブ、または連続面全体まで表面をポッティングすることにより、大面積の低速で高価な機械加工を排除できます。
1. 簡素化する植木鉢の型デザイン。部品プリントと組み合わせた文字による説明とスケッチで構成される金型設計により、複雑で完全な寸法の図面が必要なくなり、コスト削減への第一歩となる可能性があります。たとえば、ガラス強化プラスチックのラミネートで作られ、成形された板金部品に穴を開けるために使用されるドリルジグは、正しい位置に穴が開けられたサンプル部品から作られることがよくあります。このようなツールの指示は、フリーハンドのスケッチ、またはラミネートの厚さ、必要なドリルブッシュのサイズと種類を指定する書面による説明を伴う部品自体のマーキングで構成されている場合があります。
2. 既存のモデルまたは部品を使用します。プラスチックは本質的に複製材料であるため、ロフト テンプレート構造などの特殊な場合を除いて、形状は常に存在する必要があります。可能な限り、模型やプロトタイプ部品など、すでに入手可能な形状を使用し、その形状をプラスチックで再現します。
3. 男性の形状に合わせて新しいモデルを構築します。マスター モデルを作成する必要がある場合は、複製が最も簡単な方法 (通常は雄型) で、部品の厚さの移動が最小限で済む金属面に作成してください。
4. 平坦な振れを使用します。フラットランアウトは構築が最も簡単であり、可能な限り使用する必要があります。
5. アンダーカットや緩んだ部分を取り除きます。プラスチックで形状を再現する場合、プラスチックのフロー ポット形状をモデルから削除する必要があることに注意してください。可能な限り、アンダーカットや緩んだ部分をすべて排除し、形状の再現を簡素化します。
6. 格子状の積層板を使用します。可能な限り、固体構造の代わりに格子型の積層構造を使用する必要があります。格子構造は材料も労力も少なくて済み、軽量です。
7. 支持構造を慎重に選択してください。各タイプの支持構造には、特定のタイプのツールにとって利点があります。木材は速くて低コストですが、寸法安定性が比較的低く、脆弱面が明確に定義されています。鋳鉄は木材に次いでコストが高く、納期の点で容易に入手できますが、時間とコストのかかる機械加工が必要になる場合があります。鋳造アルミニウムは鉄よりも高価ですが、通常はより迅速に入手でき、より迅速に機械加工できます。鋳鋼は最も高価で、入手までに時間がかかりますが、最大の強度を提供します。溶接品は鋳鋼とほぼ同じくらい高価で、強度も高く、より早く入手できます。組み立てられたプラスチック支持構造は、材料と労力の両方の点で高価になる可能性がありますが、軽量です。
8.フィラーを使用するプラスチックフローポット金型材料。比較的大量のプラスチックが必要であり、強度が重要ではない場合、フィラーを使用すると、比較的高価なプラスチック材料の収率を高めることができます。
9. 大きな平らなツール領域をポットします。定盤からパッド、リブ、または連続面全体まで表面をポッティングすることにより、大面積の低速で高価な機械加工を排除できます。
私に連絡して
ホットタグ: プラスチック製の丸い植木鉢型、中国、カスタマイズされた、品質、ファッション、新しいスタイル、熱い販売、人気の、安い、購入する、最新の販売、卸売、最新の、低価格、工場、中国製、価格、メーカー、サプライヤー、OEM、 ODM、納期厳守、無料サンプル
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。










X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー