 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик









プラスチックスピーカーボックスシェルモールド
専門メーカーとして、当社は高品質のプラスチックスピーカーボックスシェルモールドを提供したいと考えています。そして、私たちは最高のアフターサービスとタイムリーな配達を提供します。人間の生活を便利にするために、ますます小型のスマートデバイスが登場しています。アイデアがあれば、製品のシェルモールドの作成をお手伝いし、機会をつかむことができます。ここではプラスチックスピーカーボックスシェルモールドを紹介します。
お問い合わせを送信
製品説明
専門メーカーとして、当社は高品質のプラスチックスピーカーボックスシェルモールドを提供したいと考えています。そして、最高のアフターサービスとタイムリーな配達を提供します。
プラスチックスピーカーボックスシェルモールド
金型鋼:H13
モールドベース:P20
熱処理:窒化物
キャビティ: シングルキャビティ
ランナー: コールドランナー
サイクルタイム: 33秒
表面処理: ポリッシュ
金型寿命:500000ショット
パッケージ: 木製ケース
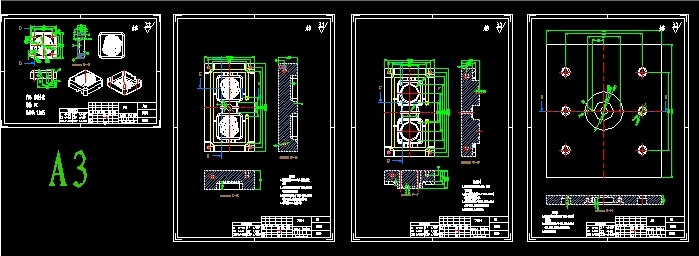
プラスチックスピーカーボックスシェルモールド設計
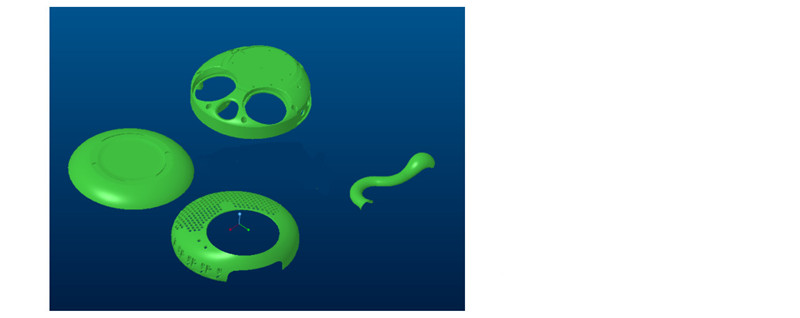
プラスチックスピーカーボックスシェルモールドプラスチック部品の技術的要件は、ピアシング、射出成形、フローライン、ポア、反り変形、シルバーストリーク、冷間材、ジェットラインなどの欠陥がないことです。
プラスチック部品の平均厚さは 1.80 mm、プラスチック部品の材質は ABS、収縮率は 1.004、プラスチック部品の重量は 16.56 グラムです。
ホットランナーとコールドランナーの選び方プラスチックスピーカーボックスシェルモールド?
ホットランナーの利点:
1. 成形サイクル時間を短縮します。一部の薄肉プラスチック部品は 5 秒以内に射出できます。
2. 水を含まないプラスチック材料、それはそれらの高価な材料に大きな意味を持っています。
3. ホットランナー成形部品のスプルー品質は良好で、脱型後の残留応力が低く、部品の変形が小さいため、コールドランナーに比べて不良品が少なくなります。
4. ゲートカットや処理が不要となり、生産効率が向上します。
コールドランナーの利点:
1. 金型コストがホットランナーよりも低いことは重要です。
2. 金型メンテナンスが安い
したがって、お客様の状況に応じてホット ランナーまたはコールド ランナーを選択できます。主な生産量と金型構造、および材料コストに応じて選択します。
金型アクセサリ
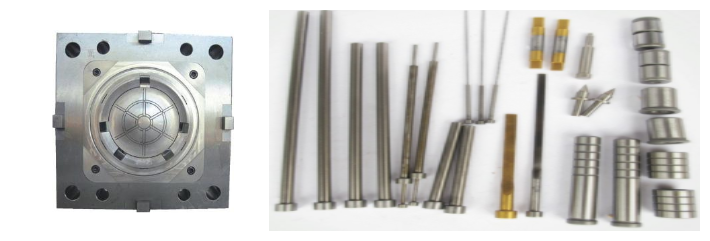
シングルシュート、ダブルシュート、ダブルシュート、フラットシュート、位置決めコラム、プラモールドガイドスリーブ、ストレートスリーブ、ミドルコラムスリーブ、プラモールドガイドスリーブ、ストレートスリーブ、ミドルブラケットスリーブ、位置決めコラム、角型補助装置、三次元位置決めブロックガイド補助装置、A、B、Cタイプノズル、固定リングA、Bタイプ、標準メカニカルスイッチ。
対処方法プラスチックスピーカーボックスシェルモールド錆びた?

1. 射出成形が停止したら、プラスチック金型を拭きます。
2. 成形を長時間停止する場合には、金型キャビティ内に防錆剤をスプレーしてください。スプレーする前に、錆の斑点がなくなるまで金型キャビティをきれいに拭き取る必要があることに注意してください。
とはプラスチックスピーカーボックスシェルモールド排気システム?
1) 空気はどこから来るのですか?
a.射出システムと金型キャビティに空気が存在する
b.一部の原材料にはまだ水分が含まれており、蒸気になります。
c.添加剤によっては揮発したり、化学反応によりガスが発生したりする場合があります。
2) 通気不良による害
a.射出成形のプロセスでは、溶融物がキャビティ内のガスと置き換わりますが、ガスが排出できない場合、部品は不完全になり、その他の欠陥が発生します。
b.ガスは高度に圧縮されているため、キャビティ内の温度が急激に上昇し、部品が燃焼する可能性があります。これは主に、メルトの 2 つのストランドの合流点、デッド アングル、ゲート フランジで発生します。
c.ガスの排出がスムーズではないため、各キャビティへの溶融速度が異なるため、フローマークや溶融マークが形成されやすく、プラスチック部品の機械的特性が低下します。
d.キャビティ内のガス障害により充填速度が低下し、成形サイクルに影響を及ぼし、生産効率が低下します。
ベントホールの解決策:
オープン排気溝、シンブル排気、インサート排気、インサート排気。
連絡担当者
ホットタグ: プラスチックスピーカーボックスシェルモールド、中国、カスタマイズされた、品質、ファッション、新しいスタイル、ホット販売、人気の、安い、購入する、最新の販売、卸売、最新の、低価格、工場、中国製、価格、メーカー、サプライヤー、OEM、 ODM、納期厳守、無料サンプル
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。










X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー