 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик












プラスチックジューサーシェルモールド
専門の製造業者として、私たちは高品質のプラスチックジューサーシェルモールドを提供したいと考えています。そして、私たちは最高のアフターサービスとタイムリーな配達を提供します。私たちはプロの中国のプラスチックジューサーシェル型メーカーです。もっと知りたい場合は、お問い合わせください。
良い体型を構築するために、多くの人はミルクティーの代わりにジュースを自分で作ります。それは健康的で栄養価が高いので、新しいデザインのジューサーシェルモールド2021ホットセールを作るのは良いことです。
良い体型を構築するために、多くの人はミルクティーの代わりにジュースを自分で作ります。それは健康的で栄養価が高いので、新しいデザインのジューサーシェルモールド2021ホットセールを作るのは良いことです。
モデル:HM-03 Plastic Juicer Shell Mould
お問い合わせを送信
製品説明
専門の製造業者として、私たちは高品質のプラスチックジューサーシェルモールドを提供したいと考えています。そして、最高のアフターサービスとタイムリーな配達を提供します。

プラスチックジューサーシェルモールド情報
ジューサーのベース素材: ABS
ジューサーカップ材質:AS
金型鋼:P20
モールドプレート:C45
可動部:P20加熱処理
射出方式:エジェクタープレート
冷却システム:高品質の水循環
モールドキャビティ: 付属品: 1+1+1
本体:シングル
ランナー: コールドランナー
表面処理: ポリッシュ
納期: 50日
金型寿命:500,000ショット
金型サイズ: 420*450*390mm
射出成形機:200T
ジューサーシェル金型設計
Honmei には 5 人の優れた製品設計者と金型設計者がおり、10 人以上の経験があり、金型冷却システムとエジェクター システムの描画に熟練しています。
このジュースシェルモールドについて、設計者は2つのサイズのスライドを提案し、フロントモールドの弾性列位置の設計構造を採用し、エジェクターシステムはオイルシリンダーによって押されるエジェクタープレートを選択します。このモールド構造は非常に入手可能であり、適しています。
小型家電金型については、すべての部品を組み立てる非常に重要なケースがまだあります。そのため、このタイプの金型を設計する際には、アートラインに注意を払う必要があり、部品ラインの設計はこのアートラインに従って行う必要があり、精密機械加工を使用して、美しい表面。
ホットランナーかコールドランナーか?
ほとんどの部品はホット ランナーを選択して作成できますが、コールド ランナーも選択できます。
ジューサーカップシェルモールド用のランナーシステムはどのように選択すればよいでしょうか?
* ご予算に応じて: コールド ランナーの価格はホット ランナーよりも低くなります
* 部品の特徴に応じて: 表面部品はホット ランナーを選択でき、内部のスペア部品はコールド ランナーを選択できます。
* 金型のメンテナンスによると、コールド ランナーの修理はホット ランナーよりも簡単で、コストが低くなります。
* 材料価格による: 材料価格が非常に高い場合、ホットランナーは長いゲートを持たないため、材料の削減に役立ちます。
プラスチックジューサーシェルモールドには適切なゲートを選択することが重要です
家電製品には滑らかで整った表面が必要なため、ゲート設計を含む金型設計が非常に重要です。
1.ゲート位置が満たすべき要件
・外観要件(ゲート痕、ウェルドライン)
-製品の機能要件
-金型加工要件
・製品の反り
- ゲートボリュームは取り外しが簡単ではありません
- 成形プロセスの制御が容易です
2.生産や機能への影響
流動長は射出圧力、型締力を決定し、製品が充填されていないときに全長が短くなると射出圧力と型締力が低下する可能性があります。
ゲートの位置は、保圧、保圧の大きさ、保圧のバランスに影響します。残留応力を避けるために、ゲートを製品の応力がかかる位置 (ベアリングなど) から遠ざけてください。ゲートの位置は風の滞留を避けるために排気を考慮する必要があります。このような場合は、位置ずれを避けるため、製品の弱い部分や埋め込まれた部分にゲートを配置しないでください。
ASマテリアルとは何ですか?
スチレン・アクリロニトリル樹脂は、スチレンとアクリロニトリルからなる共重合体プラスチックです。 SAN とも呼ばれます。耐熱性が高いため、ポリスチレンの代わりに広く使用されています。重量で 70 ~ 80% のスチレンと 20 ~ 30% のアクリロニトリルで構成されるチェーン。アクリロニトリルの含有量が増えると機械的特性と耐薬品性が向上しますが、通常は透明なプラスチックに黄色の色合いが加わります。
ASの材料用途とは何ですか?
用途には、食品容器、水筒、台所用品、コンピュータ製品、包装材、電池ケース、プラスチック光ファイバーなどがあります。
ジューサーシェルモールド加工
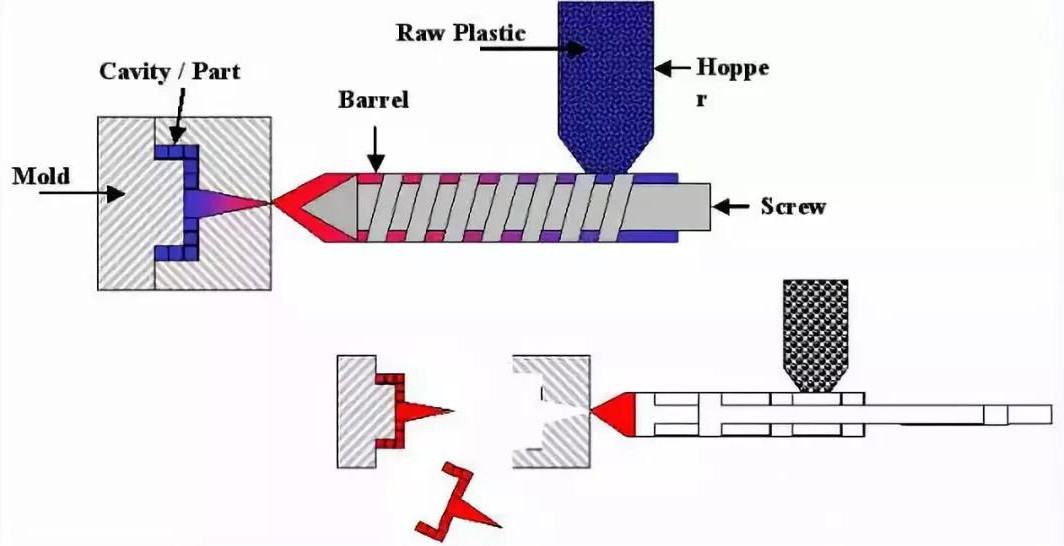
射出成形とは、金型に材料を射出して部品を製造する製造方法です。プラスチックの主な加工方法は射出成形です。このプロセスでは、プラスチックをホッパーに入れ、ホッパーで加熱してプラスチックを射出し、長いチャンバーと往復スクリューを通してプラスチックを押し出します。その後、軟化して流動状態となります。ノズルはキャビティの端にあり、流体プラスチックはノズルを通して強制的に冷却され、金型が閉じられます。プラスチックが冷えて固まると、半製品がプレス機から出てきます。
私に連絡して
ホットタグ: プラスチック ジューサー シェル型、中国、カスタマイズ、品質、ファッション、新しいスタイル、売れ筋、人気、安い、購入、最新の販売、卸売、最新、低価格、工場、中国製、価格、メーカー、サプライヤー、OEM、ODM 、納期厳守、無料サンプル
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。










X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー