 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик











プラスチック電子ハエ昆虫たたき金型
専門メーカーとして、当社は高品質のプラスチック電子ハエ昆虫たたき金型を提供したいと考えています。そして、私たちは最高のアフターサービスとタイムリーな配達を提供します。私たちは中国のプラスチック電子ハエ昆虫たたき金型の専門メーカーです。詳細を知りたい場合は、お問い合わせください。
夏には、ハエや昆虫が私たちの周りにいて、常に私たちを刺します。それは危険で不快なので、夏になると、多くの人がプラスチック製の電子ハエと昆虫たたきを使ってハエを駆除します。 Honmei 金型会社は、このプラスチック電子ハエと昆虫たたき金型シェルを高品質で製造するお手伝いをします。
夏には、ハエや昆虫が私たちの周りにいて、常に私たちを刺します。それは危険で不快なので、夏になると、多くの人がプラスチック製の電子ハエと昆虫たたきを使ってハエを駆除します。 Honmei 金型会社は、このプラスチック電子ハエと昆虫たたき金型シェルを高品質で製造するお手伝いをします。
お問い合わせを送信
製品説明
専門メーカーとして、当社は高品質のプラスチック電子ハエ昆虫たたき金型を提供したいと考えています。そして、最高のアフターサービスとタイムリーな配達を提供します。
プラスチック電子ハエ昆虫たたき型
金型の特徴
部品材質: ABS
金型鋼: p20
キャビティ: シングルキャビティ
排出方式:排出ピン
ランナー: コールドランナー
サイクルタイム: 26秒
射出成形機トン数: 150T
リードタイム: 30日
梱包: 木製ケース
プラスチック電子ハエ・昆虫たたき金型のご紹介
虫を駆除する装置は実用的ですが、弱点があります。それは、虫がザッピングされるためには虫が近づく必要があるということです。しかし、駆除する必要がある蚊やハエが放浪している場合はどうなるでしょうか?そんな時に必要なのが、充電式「ラケット」が付いた電動ハエたたき・ザッパー両用バグキラーです。取り出すと、次の 30 分間は充電されたままになり、迷惑な飛行害虫を駆除するための強力な武器となります。言い換えれば、これは、感電殺虫捕虫器と電気ハエたたきの機能を 1 台のスタイリッシュな家庭用ユニットに組み合わせたものです。
もちろん、ザップラケットを所定の位置に置き、ACコンセントに接続すると、両用電動ハエたたき・ザッパーバグキラーは標準的な電気捕虫器のように機能し、夏の夜に窓を開けて読書や睡眠を楽しむことができます。カラーはホワイトとダークグレーの2色展開なので、空間や好みに合わせて簡単に調整できます。軽量で使いやすく、差し込むだけです。昆虫に対する最終兵器が登場!
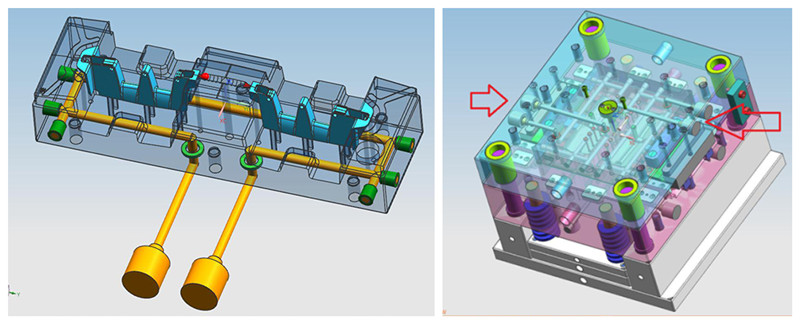
プラスチック製電子ハエ昆虫たたきの冷却ライン構成できた
クールなラインは通常、直列または並列のレイアウトで構成されます。並列構造の冷却ラインは、プラスチック金型の熱コントローラーから流れる冷却剤を共有します。ラインごとのプレス降下が等しいと仮定すると、ラインごとの冷却剤流量は、温度コントローラーを通過する全移動速度をそれに接続された平行ラインに関連する量で割った値にほぼ等しくなります。たとえば、毎分 11 ガロンの管理ユニットは、8 本の等しい平行な冷却ラインに関連して毎分約 1.35 ガロンを提供します。
平行線間で張力降下がわずかに異なると、冷却剤の移動速度に大きな差が生じ、冷却が困難になる可能性があります。直列回路は、回路内の標準的な冷却液の移動速度を維持することでこの問題を防ぎます。逆に、長い直列回路では冷却水の熱が大幅に上昇すると、回路の末端での冷却効率が低下する可能性があります。
妥協策として、大きなクールな回路を、等しい張力降下に関連する複数の小さな直列回路に直接分割することを検討してください。フロー制御手段を利用して、不均衡な長さおよび/または制限のある回路内の移動のバランスをとります。
直列回路では、最初に最も冷却が必要な場所 (通常、厚い部分、ホットパンチ、またはカスタム) に直接冷却します。プラスチック電子ハエ昆虫たたき金型施設。カスタム金型を介して冷却剤に向かって効率的に熱交換するには、乱流の動き、つまり約 2,600 に関連する乱流開始の重要度に比べて大幅に大きいレイノルズ量を達成する冷却システムの青写真を作成します。通常のブループリントのターゲット重要度である 10,000 に関連するレイノルズ量では、冷却水は層流移動と比較して、マグニチュードに関連するオーダーで熱を交換します。薄肉コンポーネントに関連する冷却の需要を過小評価しないでください。壁のサイズを部品ごとに小さくすると、最低冷却時間が 4 分の 1 に短縮されます。可能な限りサイクルタイムの短縮を達成するには、冷却方法は 4 倍の速度で熱を奪う必要があります。対処すべきさまざまな魅力的な要素
1. 流量制御メーターを使用して障害物を検査し、冷却回路を通る冷却剤の移動速度を変更します。
2. 移動の制限、急速な切断、張力の低下を引き起こし、冷却剤の移動速度を低下させるさまざまな障害物を防止します。そして
3. 回路内の冷却液の温度上昇が 4.5 度を超えないように、冷却液を十分に移動させます。
インジェクションシステムも非常に重要ですプラスチック電子ハエ昆虫たたき金型
通常の注湯システムは、メインランナー、ブランチランナー、ゲート、コールドスラグウェルで構成されます。プラスチック部品の成形位置は、注入システムの設計前に決定する必要があります。注湯システムの設計は、システムの設計の重要な部分です。プラスチック電子ハエ&昆虫たたき金型。射出成形サイクルとプラスチック部品の品質 (外観、物理的特性、寸法精度など) に直接影響します。
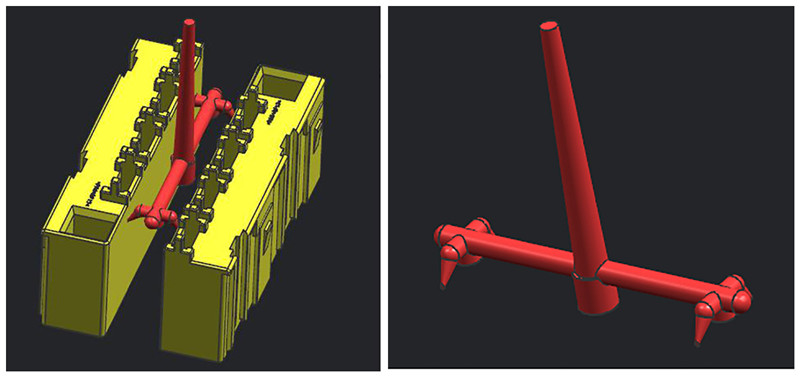
デザインを紛失してしまいました プラスチック電子ハエ&昆虫たたき金型ので、ここでは代わりに別のデザインを使用します。
設計は次の原則に基づいている必要があります。
(1) 金型に偏荷重が加わってバリが発生しないように、キャビティのレイアウトとゲート開口位置は対称にする必要があります。
(2) キャビティとゲートの配置は、金型全体の寸法を可能な限り小さくする必要があります。
(3) システムの流路はできるだけ短く、断面サイズは適切である必要があります (小さすぎると圧力と熱の損失が大きくなり、大きすぎるとプラスチックの消費量が大きくなります)。熱と圧力損失を最小限に抑えるために、表面粗さは小さい必要があります。小さいかもしれません。 、
(4) 複数のキャビティの場合、溶融プラスチックは各キャビティの深さと隅にできるだけ同時に入り、ランナーはできるだけバランスよく配置する必要があります。
(5) キャビティが満杯であるという前提の下では、プラスチックの消費量を減らすために、注入システムの体積は可能な限り小さくする必要があります。
(6) ゲート位置は適正にし、インサートや小コアへの衝撃を避け、コアの変形を防止してください。ゲートの残留物がプラスチック部品の外観に影響を与えてはなりません。
よくある質問
Q: 金型工場ですか?
A: はい、Hongmei 社は射出成形金型の製造を専門とする 2014 年に設立されました。
Q:どんな金型も作れますか?
A: プラスチック射出成形金型、主に家庭用部品金型、家電製品シェル金型、薄肉部品金型、自動車部品金型、産業部品金型、パイプ金型、ペットプリフォーム金型を含みます。
Q: 支払い条件についてはどうですか?
A: 50% 前払い、残金は発送前に支払う必要があります。
Q: 型の完成までどのくらいかかりますか?
A: ほとんどの場合は 45 日で完成しますが、一部の複雑で大きな金型にはさらに時間がかかります。
Q: どのようにして'あなたの会社の年間生産高は何ですか?
A: 年間300~500セット製作可能です。
Q: 金型の保証期間はどのくらいですか?
A:金型の保証期間は1年間です(人的要因や事故による損傷は保証の範囲外です)、摩耗部品は無料でお送りします。
Honmei 社は時間とお金を節約するために金型をカスタマイズします。ご協力をお待ちしております。アフターサービスも充実!あなたの満足が私たちの追求です!
ようこそお問い合わせください。詳細情報お問い合わせ私たち!
私に連絡して
ホットタグ: プラスチック電子ハエ昆虫たたき金型、中国、カスタマイズ、品質、ファッション、新しいスタイル、売れ筋、人気、安い、購入、最新の販売、卸売、最新、低価格、工場、中国製、価格、メーカー、サプライヤー、OEM 、ODM、オンタイムデリバリー、無料サンプル
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。










X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー