 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


食品容器の金型設計
製品の特徴:
1. 構造的特徴
使い捨てのファストフードボックスは比較的大きな形状をしており、肉厚は0.35~0.5mmと薄い。
2. 使用特性
使い捨てファーストフードボックスの使用要件:第一に、プラスチック部品の信頼できる強度を含む信頼できる品質、美しい外観、無毒で無害であること。第二に、単一のプラスチック部品を含む製造コストが低く、軽量、材料価格が低く、材料利用率が高く、生産加工が便利で、生産量が十分に大きい。
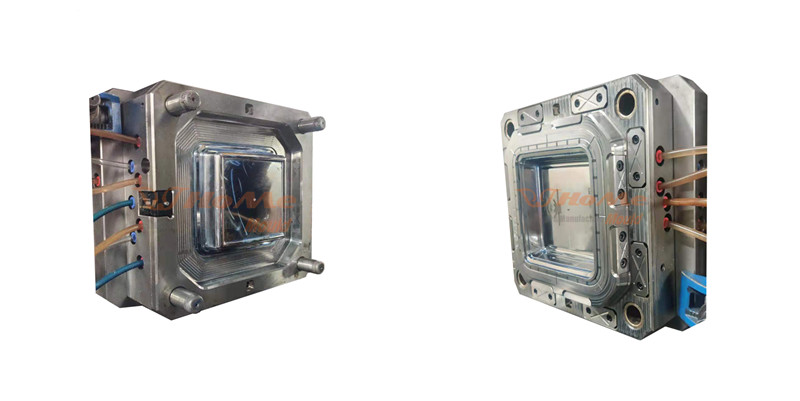
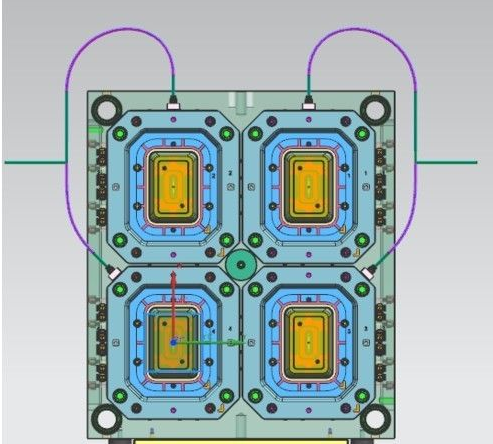
金型構造設計:
使い捨てファーストフードボックスの特性を総合的に考慮して、金型設計は4つのキャビティを備えた2プレート金型構造を採用しています。さらに、注入システム、冷却システム、排出システムを考慮する必要があります。
1. 注湯システムの設計
材料利用率を十分に高めるためには、ポリプロピレン (PP) は流動性が低いため、肉厚約 0.5 mm の使い捨てスナック箱を短時間で射出成形する必要があります。鋳型注入システムはホット ランナーの形式を採用する必要があります。ホットランナーには以下の利点があります。 ① 原材料を節約できる。 ② プラスチック部品の成形品質を向上させることができます。 ③ 生産効率の向上と自動化生産の促進に貢献します。デメリットとしては、金型の温度が高くなりすぎるため、十分な冷却に注意する必要があり、金型の製作コストが高くなってしまうことです。ホットランナーの利点と欠点を総合的に考慮し、最終的にホットランナーシステムを使用することは、プラスチック部品の成形品質と生産効率の向上に役立ちます。
2. 冷却システムの設計
冷却システムの機能は、金型を急速に冷却し、金型温度を制御することです。射出成形中のPP材料の温度は220〜270℃であるため、冷却システムの合理的な設計により、プラスチック部品の冷却時間が大幅に短縮され、射出成形サイクルが短縮されます。金型の特殊な構造と要件により、冷却システムはマルチループ冷却を使用して、成形プラスチック部品の冷却を完全に確保します。
金型はホットランナー方式を採用しているため、ホットノズル部分の温度が比較的高くなり、ホットランナーのホットノズルにも冷却装置が追加されています。

3. 排出システムの設計
使い捨てファーストフードボックスは形状が大きく、肉厚が比較的薄いため、プラスチック部品は金型部品に対してより大きな締め付け力を持ちます。通常のプッシュロッド押し出し方式を使用すると、プッシュロッド先端の位置に力が集中しやすく、プッシュロッド跡がプラスチックに影響を及ぼし、部品の成形品質が崩れてしまいます。深刻な結果となり、老廃物が発生します。押し板式エジェクタを使用すると、スクラップ率は下がりますが、押し板構造のため金型の余分な動きが大きくなり、生産サイクルが長くなり生産効率が低下します。
金型は多点ガスアシストエジェクション構造を採用しています。金型を開いた後、キャビティ内に一定の圧力で空気を吹き込み、プラスチック部品と金型を分離します。多点ガスアシスト射出には次の利点があります。まず、圧力制御が容易で、射出力が均一であるため、プラスチック部品を吹き飛ばすことがありません。第二に、ガスアシスト射出では、射出→リセット→再射出→再リセットではなく、圧力を制御するだけでよく、時間どおりにガスを吹き出すことができます。成形時間を短縮し、成形サイクルを短縮します。
お問い合わせを送信




X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー