 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


自動車タンクラジエーター射出成形金型
自動車タンクラジエーター射出成形金型
金型の説明
金型鋼:P20
金型キャビティ: 単一または複数
製品素材: PA66+GF30%
射出システム: コールドランナー
イジェクトタイプ:エジェクタピン
サイクルタイム: 50S
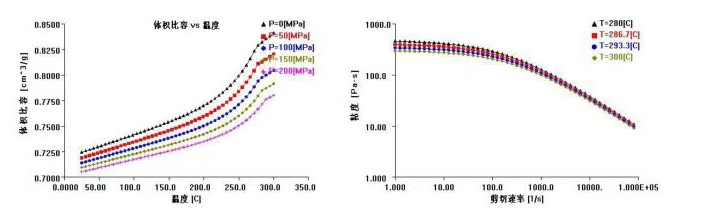
タンクラジエーターの材質 PA66+GF30% を選択する理由?
自動車の軽量化の進展に伴い、実際には車両の上下タンクラジエーターが軽量化されています。自動車タンクラジエーター射出成形金型銅の代わりにエンジニアリングプラスチックに置き換えられ、通常はナイロン66を使用してガラス繊維材料を追加します。 PA66 は高温と腐食に対する優れた耐性を備えているため、水室部品は損傷せず、曲がることもありません。上部および下部タンクの自動車は銅の代わりにエンジニアリング プラスチックに置き換えられ、通常はナイロン 66 を使用してガラス繊維材料が追加されます。 PA66 は高温耐性と耐腐食性に優れているため、水室部品は損傷せず、曲がることもありません。同時に、優れた延性と美しいタンクラジエター部品を備えています。
タンクラジエター金型の構造
金型構造の決定には、金型システムと実際の生産状況を考慮する必要があります。なぜなら自動車タンクラジエーター射出成形金型製品はサイドコア抜き構造のため、金型はキャビティ金型構造、ゲートはテストゲートを使用します。オートタンクラジエーターは長い直線状の部品であり、ゲートの長い直線状の部品を部品の中央にセットすると、溶融分子を充填する過程でプラスチックが現れ、繊維の配向が発生し、製品の座屈に対する異なる配向が発生し、平行方向と垂直方向流れに垂直な方向は強度が低いため、応力亀裂が発生しやすくなります。そこで、Hongmei の金型設計エンジニアは、製品の一端にゲートを配置することにしました。
製品設計検査:
HONGMEI MOLD が作成した製品デザイン、またはお客様から提供された製品デザインが何であれ、プラスチック成形プロセスの実現可能性、プラスチック金型の構造と動作の実現可能性、関連するすべてのプラスチック部品の適合状況など、常に総合的な分析と検査を行います。これにより、プラスチック金型を回避できます。製品の設計ミスに起因する修正、スクラップ、その他の不要なプラスチック金型の修理作業。私たちは、設計にさらに 10 分費やすことで、生産にかかる時間が 1 か月短縮される可能性があると考えています。
精密な分析、プラスチック金型設計の合理性分析、最適な加工分析、プラスチック金型構造の適用を予測し、顧客の要求に応じて最適なプラスチック金型の性能と技術仕様を備えた最も専門的なソリューションを提供します。
検査は、プラスチック金型の強度、モールドフロー解析、プラスチック金型の取り出し、冷却システム、ガイドシステムの合理性、プラスチック金型のスペアパーツの仕様の適用、顧客の機械の選択、特別な要件の適用など、多くの側面をカバーします。これらのうち、HONGMEI MOLD プラスチック金型の設計基準に従って検査する必要があります。
鋼材購入検査:
スペア部品の購入、部品の標準化、寸法精度、プラスチック金型材料の硬度、材料の欠陥検出などの厳格な検査プロセスと時間管理があります。
金型製作は金型設計、CNC加工、組立だけではありません。優れた金型会社は、このことを考慮するだけでなく、金型の流れ、金型サイズのチェック、金型の CNC 精度、水路のチェック、金型の研磨度などの細部にまで注意を払います。

検査装置
1. スライディングキャリパー
2. マルチメーター
3. 硬度計
4.メジャーを測る
5. マイクロメーターノギス
6. 三次元測定機
外観検査基準
1. モールドベースサイズは標準である必要があります
2. 金型ベース表面の整頓と平滑性
3. 金型鋼材は契約と同じでなければなりません
金型構造
1. 合理的な金型構造
2. スライドは滑らかでなければならず、加熱処理が必要です。スライドには油溝があります。
3. リフター、インサート、インジェクションピン、ブッシュはスムーズに動作する必要があります。
冷却システム
1. 合理的なサイクル冷却システム
2. スムーズな水路、水と空気の漏れなし
3.水路の界面サイズは図面と同じである必要があります。
インジェクションシステム
1. ロケートリングは射出成形機に適しており、メインランナーのサイズと傾斜は合理的に設計されている必要があります
2. 給餌方法と枝ランナーは適切な位置にある必要があり、ゲートは脱落しやすいです。
3. 合理的なパーティングライン設計
4. 日/月/年の日付や素材、ロゴが刻印された金型もあります。
5. 射出ピンは適切な設計でなければなりません
お問い合わせを送信




X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー